Hello All,
As you may know, I've been pleading on various forums for anyone to help me obtain some 700 NE brass.
I needed about 30 pieces of the brass for a custom 700 NE double rifle that I'm having built.
I had ordered some Lathe-turned 700 NE cases and was promised an 8 - 10 week delivery - that was 20 weeks ago.
And now I've been told those cases would be another 10 weeks, "at best".
The only extruded cases made are from Bertram, and they cost about $40 each from several sources.
I have these on back-order from 2 distributors, with no idea of delivery. One said it could be over a year.
Even at these high prices, I could not find even a single 700 NE Bertram case for sale - "anywhere in the World".
I asked several custom Gun Builders that make their own lathe-turned 700 NE cases for help.
I asked them what brass stock they use so I could have a local machine shop make cases for me.
They all ignored my emails and did not respond.
Finally after 3 months a fellow forum member,
hubel458, came to my rescue with a suggestion and some 50 BMG brass.
So, I set about making my own 700 NE cases from 50 BMG brass.
Here's how it went. Perhaps this will help others in need.
Fortunately, the 700 NE case is ever-so-slightly smaller at the head, than the 50 BMG case
I purchased 32 pieces of 50 BMG brass for the transformation.
1st, the 50 BMG case is trimmed to 700 NE length.
2nd, the mouth of the 50 BMG is annealed and opened up to 700 NE size.
3rd, the head of the 50 BMG case is turned down by 0.024" to .780" dia.
4th, the heads of the 50 BMG cases are threaded to 5/8-24 for about 5/16"
5th, using brass bar stock, 0.890" dia. x 3/8" thick brass washers are made with a 5/8-24 internal thread.
Up to this point I had to pay others for the precision machining that was required. Now I took over.
6th, the thick brass washers are permanently attached to the case head with high torque and red loctite.
7th, the brass washers are faced-off flush with the case head. (700NE FL resizing die is used to hold the case)
8th, the brass washers are back-faced (flush with the case body) to the rim thickness of 0.080" thick.
9th, the first 3/4" of the case mouth is precision thinned to .015" thick by turning over a mandrel.
10th, the prepared cases are polished with emery paper
However, because the cups of large BMG primers are very thick, much firing pin force is required to ignite them.
This is not a problem with BMGs, or bolt action rifles, but it is a problem with the lesser firing pin force of a double rifle.
To solve this, bushings must be made to reduce the primer pockets down to standard Large Rifle primer size.
11th, the heads of once fired 300 Win Mag cases are turned down to make the LR Primer bushings.
12th the finished bushing is cut from the 300 Win Mag case.
the 300 Win Mag case head, before and after machining to isolate the primer pocket.
13th, the primer bushing length is machined to the same depth of the 50 BMG primer pocket.
14th, the LR Primer Bushing is "press-fit" (with 4 blows of a 3 lb hammer) into the BMG primer pocket ( 0.001" interference fit)
15th, the case is de-primed and re-primed with an F215 Magnum Large Rifle Primer.
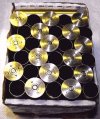
All 32 manufactured 700 NE cases are now ready to be loaded.
Total paid to others = $660 = $20.65 per case. (+30 hours my machining time = $620 saved over retail)
Federal F215 Magnum Large Rifle primer - inserted into the bushing - compared to a 50 BMG primer.
Case primed with F215 primer in bushing, along side case primed with 50 BMG primer.
FINALLY... Although a lot of work, in the end, these cases made from BMG brass are far superior to lathe-turned cases.
I plan on making another batch in the near future, so if I can help someone in need, drop me a note.
.
.












































")
")